Application of PLC on Hydraulic Three-roller Bending Machine
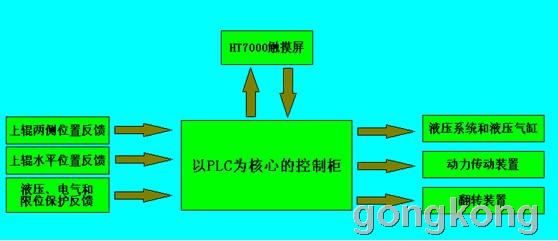
1 Introduction The Rolling Machine is a shaping machine that continuously bends the sheet material, and has various shapes such as rolled O-shape, U-shape, and multi-section R. In order to adjust the symmetrical three-roller coiling machine, the metal sheet can be rolled into circular, arc-shaped and conical workpieces within a certain range. The two rolls under this model are the active roll and the upper roll is the driven roll. It is widely used in shipbuilding, boiler, aviation, hydropower, chemical, metal structure and machinery manufacturing industries. Suitable for bending deformation of sheet metal, can be rolled round, arc and a conical workpiece within a certain range, and has the pre-bending function of the end of the plate, the two lower rollers of the model can be horizontally moved by the driving roller. The roller is a follower roller that can be moved up and down. There are mechanical and hydraulic methods of movement. The drive shafts are connected by a universal coupling. 2 Equipment Control Process Introduction Three-roller coiler has mechanical and hydraulic type. The main features of the hydraulic three-roller symmetric coiler are: the upper roller of the machine can be vertically lifted and the vertical lift is driven by the hydraulic pressure, and the hydraulic oil in the hydraulic cylinder acts on the piston rod; the lower roller is driven to rotate, and the output gear meshes through the reducer. Provides torque to the coils, with rollers on the lower roll and adjustable. The upper roll is in the shape of a drum, which improves the straightness of the product and is suitable for cans of various cross-section shapes with long specifications. The hydraulic three-roller coiling machine adopts hydraulic transmission during the completion of the coiling action, and the PLC output action controls the hydraulic cylinder action. The upper roll position feedback has an encoder count, and the counted value reflects the position of the move. And send relevant data to the touch screen. The position accuracy of the upper roller depends on the feedback accuracy of the encoder and the speed of the actuation cylinder. 3 system design The hydraulic three-roller bending machine system is generally composed of a PLC-based control cabinet, position feedback sensor, action actuator, hydraulic system, power transmission device, and touch screen. The system device is shown in Figure 2-1. The coiler control cabinet is equipped with a PLC, a phase sequence protector, a trip relay, and a thermal relay. Each input and output channel has its corresponding indicator, which can check the operation of a channel, and the system has an online test function. Figure 2-1 Hydraulic three-roller system Because the system has a particularly high requirement for position accuracy, there is a certain requirement on the accuracy of the counting. The Hollysys LM3108 can accept single-phase counters: 3 points, 100KHz and two-phase counters: 2 points, 100KHz. Therefore, the hydraulic three-roller coiler adopts the LM series PLC of Hollysys when it is cost-effective, since the LM3108 has 24DI and 16DO. The logic processing of all the input signals and the logic control of the output signals are completed by the CPU module, and the precise control of the position of the upper roller is realized from hardware and software. The hardware structure is shown in Figure 2-2. Figure 2-2 Hardware Structure of Hydraulic Three-Roll Bending Machine System With the basic configuration of the hydraulic three-roller coiler and the LM3108-based column, the list of input and output signals is as follows: Table 3-1 List of input and output signals No. signal type Input and output signal description 1 DI Fixed side of the roller - grating A phase 2 DI Fixed side roll - grating rule B phase 3 DI Overturn on the side of the roller _ grating A phase 4 DI Overturn side roll _ scale B phase 5 DI Moving frame _ grating A phase 6 DI Moving frame_scale B phase 7 DI Upper roll pressure 8 DI Fixed side roll proximity switch 9 DI Reset in place Restore proximity switch 10 DI Tumbled in place Discharge proximity switch 11 DI Upper roll center point 12 DI On the same roll 13 DI Roll on the same rollback 14 DI Overturn on the side of the roller 15 DI Single roll on stationary side 16 DI Move forward 17 DI Move backward 18 DI Lower roll forward 19 DI Roll reverse 20 DI Unloading twenty one DI restore twenty two DI Pump start twenty three DI Pump stop twenty four DO Main motor forward 25 DO Main motor reversal 26 DO Main motor forward 27 DO Main motor moves backward 28 DO Reset 29 DO Overturned 30 DO Rollover (down) on the tipping side 31 DO Roll-over (L) 32 DO Roll on the fixed side (falling) 33 DO Roll on the fixed side (l) 34 DO Oil pump 35 DO Frequency-sensitive resistance switching 4 Application Features The hydraulic three roller bending machine system based on LM series PLC has the following characteristics: 准确性 Accuracy and reliability Accuracy and reliability are the key to the hydraulic three-roll bending machine system. This system uses the LM 3108 PLC operation mode. The LM is configured with a high-performance industrial-grade processor, with nanosecond processing speed and large-capacity memory. The hydraulic three-roller bending machine protection logic program can be performed accurately and quickly, which greatly ensures the high reliability of the system in terms of hardware. To ensure that the entire device can accurately and reliably implement the hydraulic system tripping function under any circumstances. The hydraulic “rejection†or “misdo-jump†conditions that have been the focus of the past in the device can be fully and reasonably handled in the process of program design, which technically ensures the high reliability of the system. 系统 Strong system function Because the LM series PLC is small in size, high in integration degree, fast in calculation speed and large in logic control capacity, the whole program can also perform on-line test functions in addition to the regular functions such as status alarm, shut-off and shutdown. The function of this function is to check the status of peripheral components such as pressure switch and solenoid valve during normal operation of the unit and improve the safety factor of the whole unit. Increase the reason memory function of the coiling machine and help the operator to know the first cause of the shutdown at the first time, avoiding the previous or multiple alarm indications on the display panel, and failing to analyze the first cause, or with the on-site situation. Instantly change, the indicator light goes out, can't find the first cause either. At the same time, the existence of this function also provides verification means for the records of the accident recall system (SOE). This function can be programmed to complete, without adding any hardware devices, and full application of programming skills. In the absence of an outage condition, this function does not need to be performed, and does not occupy the time of system monitoring, so that the system's monitoring and shutdown functions are achieved to the maximum degree. Neo Disc Magnet,Black Cabinet Magnet ,Neodymium Permanent Round Magnet ,Ace Hardware Magnet Hooks Dongguan Zhenglong Magnet Co., Ltd , https://www.zlctmagnetism.com