Improving Part Warpage and Shortening Cycle Time Successfully with Moldex3D
 Exterior parts for household appliance products require high dimensional precision and fine surface finish. A poor surface finish would result in a problematic issue on part assembly in the later part of the production process. Therefore, an effective control on part warpage has become a vital factor in the production process. In order to effectively control part warpage and produce fine surface finish, the use of CAE technology to optimize geometric designs and processing parameters has become a widely used application across various industries; especially for the household appliance and electronic product manufacturers, mold-filling analysis has been an indispensable element in the entire product development cycle. GoHope resorted to the help of Moldex3D analyses to simulate a potential molding scenario of a front cover of a DVD player, as shown in Fig. 1. With the analysis results, GoHope was able to conduct design changes and adjust processing parameters accordingly prior to an actual production to successfully solve the warpage issue and achieved exceptional results by reducing the production cost and shortening the cycle time. The full package of Moldex3D eDesign solution was utilized to investigate the cause of part warpage and other molding issues in the early product design phase. Through Moldex3D analyses, GoHope could clearly visualize the amount of warpage and make corresponding adjustments in product design and parameter setting. Thus, they were able to improve the part warpage and shorten cycle time. First of all, through Moldex3D simulation analyses on the original design, GoHope was able to detect a flow imbalance phenomenon in the filling result, which would cause uneven product shrinkage that ultimately lead to warpage. Fig. 2 shows the warpage prediction in the X direction; it is believed the warpage was severe enough to jeopardize the success of part assembly in the later production stage. In Fig. 3, the green area is the area of the melt core (temperature is above the solidified point of 135°C.) However, the gate has already been solidified in the packing stage which indicates the pre-set packing time was more than what it needed and could be reduced. In addition, through Moldex3D’s prediction, GoHope realized the required cooling time would take longer than the customer’s expectation. Therefore, they would like to reduce the packing and cooling times to effectively shorten the overall cycle time. With the abovementioned issues in mind, GoHope proceeded to conduct the first design change (Revised 1) in order to directly address the issues on flow imbalance and long cycle time. The original two-point gating design would result in a flow imbalance issue, which ultimately contributed to the uneven product shrinkage. Thus, in order to improve this issue, GoHope changed the two-point gating design to the one-point gating design and set the center point of the product as the gating position, as shown in Fig. 4. Also, the processing parameters were adjusted: the packing time was changed from 8.7 seconds to 7 seconds, and the cooling water temperature was changed from 55°C to 25°C in hope of lowering the overall cycle time. Next, Moldex3D simulation was utilized again to investigate the effect of Revised 1. Through the analysis results, GoHope was able to understand: Thus, GoHope suggested that changing the part thickness design should be the main direction for the next design change. In Revised 2, the gating design was changed back to the original two-point gating design, same as Original 1 and the gating position remained the same as well; the cooling water temperature was 25°C (Same as Revised 1). The design adjustment was made on the thicker wall, trimming the wall thickness from 2.3mm to 2.15mm (Fig. 2); the packing time was lowered again to only 5 seconds and the cooling time was lowered from 20 seconds to 18 seconds. Through Moldex3D analyses on Revised 2, GoHope was able to understand: In summary, through Moldex3D simulation solutions, GoHope was able to optimize the product design and processing parameters effectively to achieve the most optimal results. With the validation of Moldex3D analyses, GoHope could make a confident decision and concluded that Revised 2 was the most ideal design choice for improving the warpage issue and shortening the cycle time. With the help of Moldex3D analyses, GoHope was able to make effective design changes and optimize processing parameters successfully to achieve an outstanding result of more than 40% improvement on product warpage. Also, the cycle time was significantly lowered to improve the overall productivity. Below is the table showing the estimated money amounts for the production cost when using the Original Design and Revised Design. It is clear that after the implementation of Moldex3D technology in the product design and manufacturing development, the overall production cost could save up to ¥461,000 (CNY), an enormous 52.3% saving from the original cost. In addition, this case study is also a perfect example to demonstrate a vital and indispensable role of CAE technology plays in product lifecycle management (PLM). CAE analysis does indeed provide valuable guidance to the product development cycle. Stainless Steel Flange,Stainless Steel Blind Flange,Stainless Steel Weld Neck Flange,10 Stainless Steel Blind Flange Shaanxi Jiade Import And Export Co., Ltd , https://www.jdsteeltube.com
Executive Summary
              Â
 Â
Â
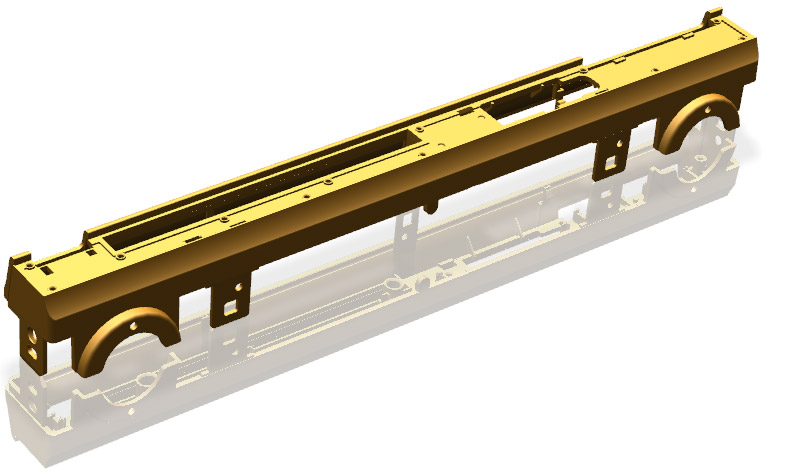
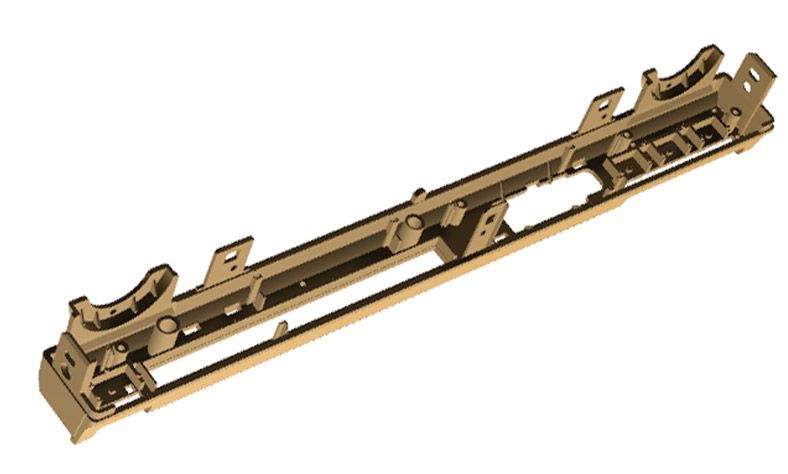
Fig. 1 Â This case features a front cover of a DVD player which requires high product precision and fine aesthetic appealChallenges
Solutions
Benefits
Case Study
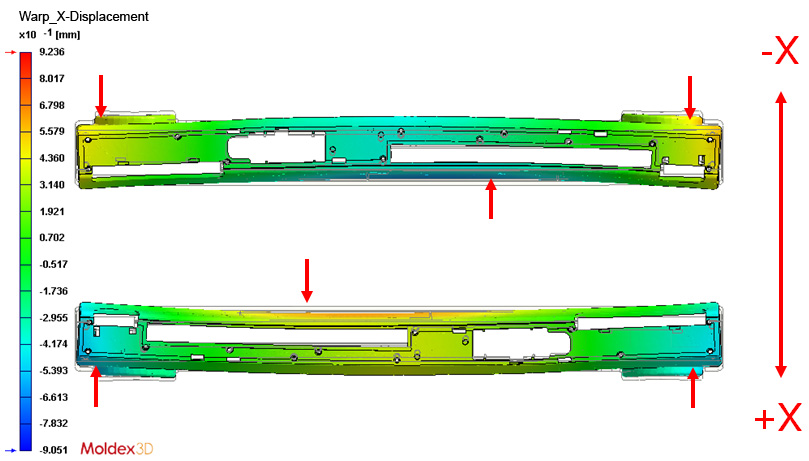 Fig. 2 Â The severe warpage in the X direction which would jeopardize the success of part assembly
Fig. 2 Â The severe warpage in the X direction which would jeopardize the success of part assembly
in the later production stage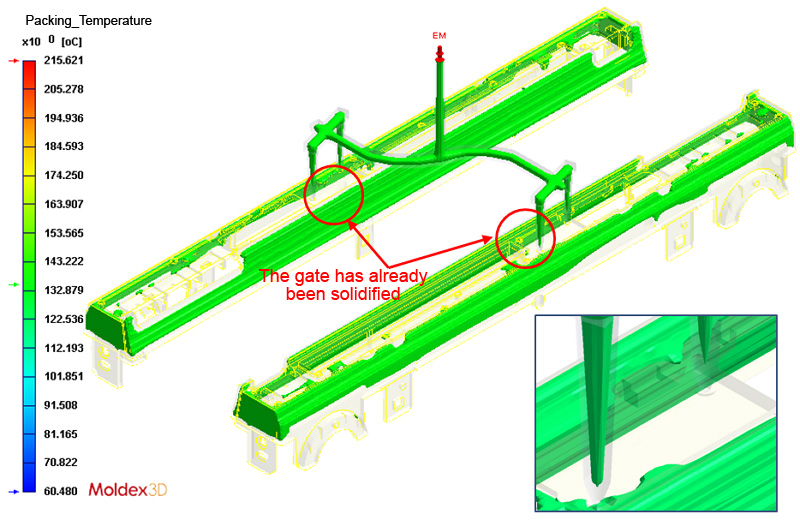 Fig. 3 Â The gate has already been solidified in the packing stage which indicates the pre-set packing time
Fig. 3 Â The gate has already been solidified in the packing stage which indicates the pre-set packing time
was more than what it needed and could be reduced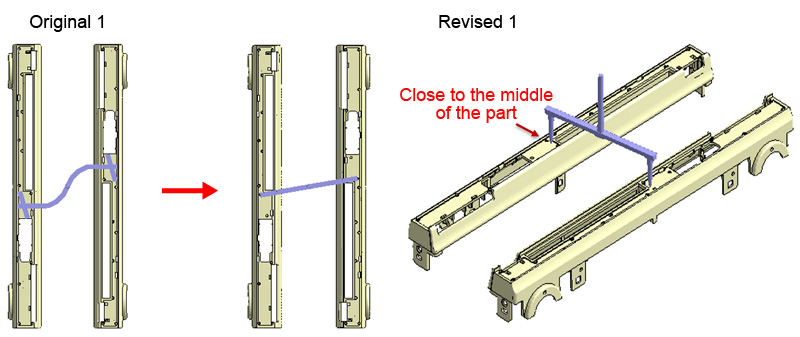 Fig. 4 Â Original 1 gating design vs. Revised 1 gating design
Fig. 4 Â Original 1 gating design vs. Revised 1 gating design
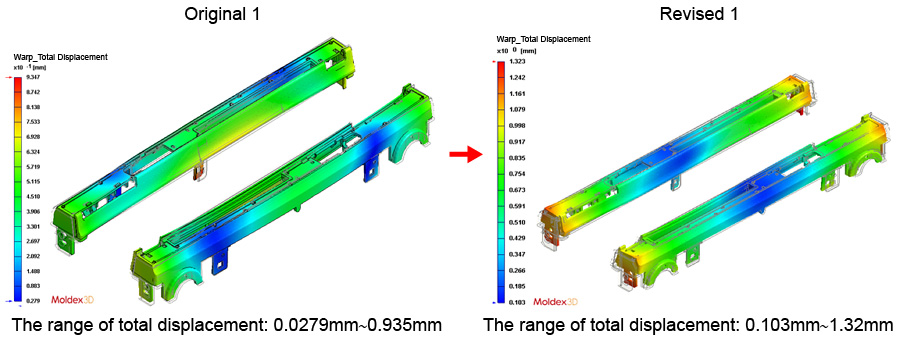 Fig. 5 Â The total displacement amount in Revised 1(right) was greater than Original 1(left)
Fig. 5 Â The total displacement amount in Revised 1(right) was greater than Original 1(left)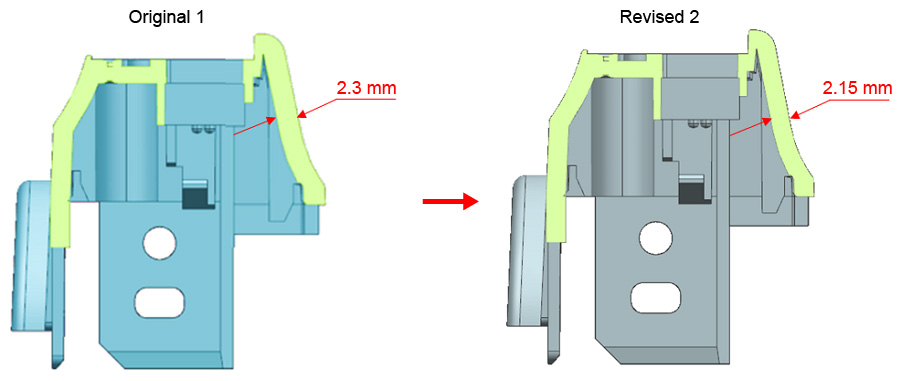 Fig. 6 Â Original 1 thickness design vs. Revised 2 thickness design
Fig. 6 Â Original 1 thickness design vs. Revised 2 thickness design
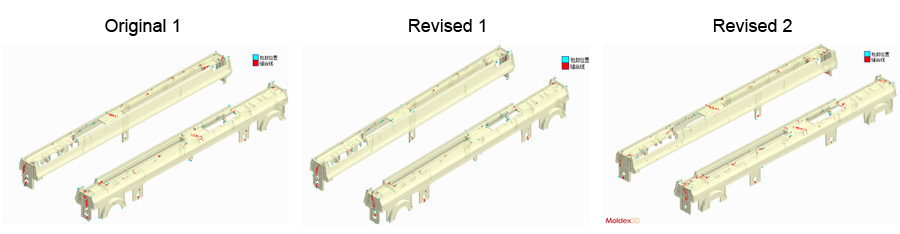
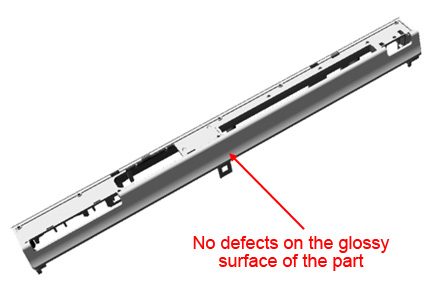 Fig. 7 Â No weld lines or air traps on the glossy surface of the part
Fig. 7  No weld lines or air traps on the glossy surface of the part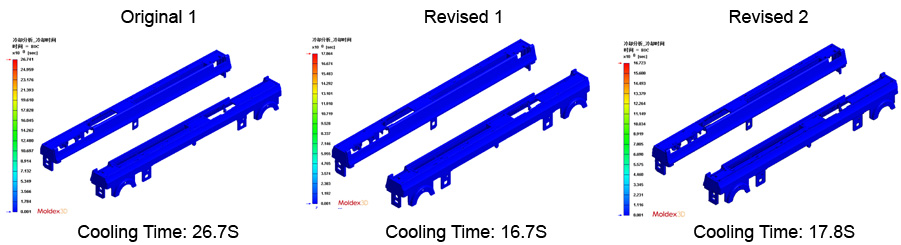 Fig. 8  After trimming the part thickness, setting the cooling water temperature as 25°C proved to be very effective. As shown in Revised 2, the cooling time could be lowered to 16.7 seconds.
Fig. 8  After trimming the part thickness, setting the cooling water temperature as 25°C proved to be very effective. As shown in Revised 2, the cooling time could be lowered to 16.7 seconds.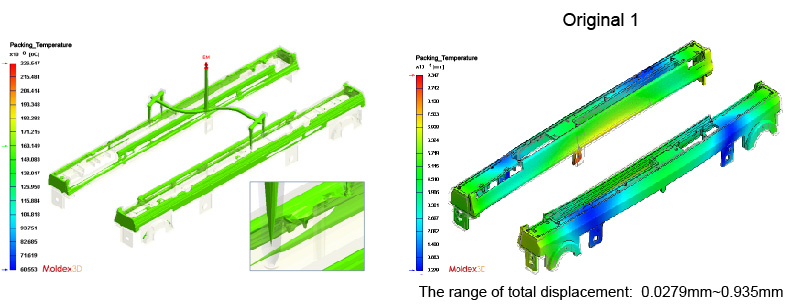 Fig. 9  5 seconds for packing was sufficient, making Revised 2 the most optimized design choice
Fig. 9 Â 5 seconds for packing was sufficient, making Revised 2 the most optimized design choice
 Fig. 10 Â Revised 2 shows the least warpage amount due to a significant improvement on product shrinkage
Fig. 10 Â Revised 2 shows the least warpage amount due to a significant improvement on product shrinkageResults
Â
Original Design
Revised Design
Mold Cost
100, 000 x 8
800,000
100, 000 x 4
400,000
Mold-trials
5,000 x 8
40,000
5,000 x 2
10,000
Mold Reworks
4,000 x 5
20,000
4,000 x 1
4,000
Labor Cost
5,000 x 4
20,000
5,000 x 1
5,000
Â¥ (CNY)
Total Cost
880,000
Total Cost
419,000
Table 1 Â Estimated Total Costs