PLC-based ultrasonic automatic flaw detection system
This Napkin Fork is perfect for fast paced food, on the go meals, dinner party,wedding ceremonies, birthday parties, restaurants, hotels or snacks. Clean and hygienic for each set with individual packing and napkin. The disposable Fork set can be packed by customers' requirement as OPP bag with printing or without printing.
Plastic Fork,Plastic Napkin Fork,Compostable Forks, Plastic Cutlery,Fork Spoon BILLION PLASTIC MANUFACTURING CO.,LTD, JIANGMEN , https://www.jmtrashbag.com
0 foreword Programmable logic controller (PLC) is a new type of industrial automatic control device that is based on microprocessors and integrates modern technologies such as computer technology, automatic control technology, and communication technology. Digital computing electronics designed for use in industrial environments. It can replace the traditional relays to complete the switch control, the button switch, the limit switch or the sensitive element can be used as the input signal, the output signal can control the switch, solenoid valve and stepper motor and other actuators. It uses programmable memory to internally store operation instructions such as logic operation, sequence control, timing, counting, and arithmetic operations. It controls the automation of various types of machinery or production processes through digital and analog input and output. .
1 Automatic Overhaul Machine Control System The ultrasonic automatic flaw detector is used to detect the damage and fatigue cracks in the axles of locomotives. It is composed of mechanical, hydraulic, electrical control, computer control and ultrasonic flaw detection subsystems. Its control involves mechanical manufacturing, electronic technology, computer control, ultrasonic testing, and artificial intelligence. It is a typical electromechanical ultrasonic testing device. Ultrasonic automatic flaw detection machine control system includes two parts: mechanical action control system and computer control system. The main function of the mechanical motion control system is that the PLC controls the mechanical devices to act in sequence according to the work flow sequence, such as the wheel pair ultrasonic probe gripping, the probe and the probe wheel shaft, the probe movement, the wheel rotation, and the supply detection process. Coupling fluid, mechanical reset after detection ends, roll-out, etc. The main function of the computer control system is that the computer keeps the detection wheel pair working state through the I/O board control PLC. At the same time, the switching probe transmits the ultrasonic signal of the digital super-detector to the computer, and then through the A/D conversion, the computer to the ultrasonic The signals are analyzed and judged, and the probes are repeatedly switched, sampled, analyzed, and judged until the end of the detection or the defects of the wheel pairs are found. Finally, the stored waveforms are printed out and output. Its control system block diagram is shown as in Fig. 1. 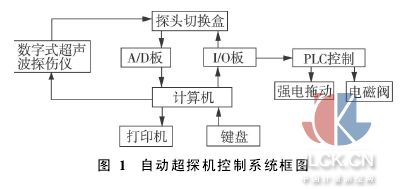
2 Automatic Overhaul Machine Control Circuit Design This system can use FX2N-64MR type PLC controller manufactured by Mitsubishi Corporation of Japan. Through hardware connection, software programming and parameter setting, the whole machine can be safely and effectively operated. The input signal of the automatic probing machine includes control buttons and proximity switch in-position signals. A total of 21 input points are set, and a manual/automatic selection switch is provided; the output signal of the automatic probing machine directly controls the strong electric drive part and the electromagnetic signal. Valve control section, a total of 21 output points. Some I/O assignments: X3~X7 are manual control buttons, and X10~X13 are automatic control buttons to control the movement of the probe and the rotation of the wheelset. X15 is “startâ€. When there is a signal input, the PLC starts to work according to the set control program and the mechanism starts to operate. X0 is “stopâ€. When there is a signal input, the PLC stops working according to the set control program. The device stops immediately. The inductive proximity switch is used to determine whether the wheelset is in place. The input address is X16~X24. The output signals of Y2~Y17 control the operation of the solenoid valve, and the output signals of Y20~Y22 control the rotation and rotation of the probe and the movement of the probe.
3 automatic overhaul machine software design As the flaw detection process is a more complicated control process, so the corresponding PLC controller programming is also more complex, first of all, the positive and negative roller motor, programming, pay attention to the logical interlock relationship. Secondly, in order to improve the reliability of flaw detection, the detection position of the wheelset must be accurate and comprehensive, and attention must be paid to the switching and detection speed of each probe point during programming. Furthermore, programming should be reasonable, reduce the amount of program, and shorten the scan time. PLC control system program flow shown in Figure 2.
4 Conclusion The equipment used PLC control, maintenance is very convenient, the failure rate is low, to better meet the production needs, and achieved relatively significant economic benefits.
references:
[1] Wang Xiaoguang, Wang Yandan. Programmable Controller Principles and Applications [M].2. Beijing:
Machinery Industry Press, 2002.